模具刀片作为冲压、剪切等工艺中的核心部件,其精度和状态直接影响产品质量和生产效率。本文以模具上刀片、下刀片及切断上刃为例,详细介绍更换流程和注意事项。
一、更换前准备
- 工具与材料:准备相应规格的新刀片、内六角扳手、螺丝刀、软锤、游标卡尺、防护手套及护目镜。
- 安全措施:切断设备电源,确认模具完全停止运行,并在操作区设置警示标识。
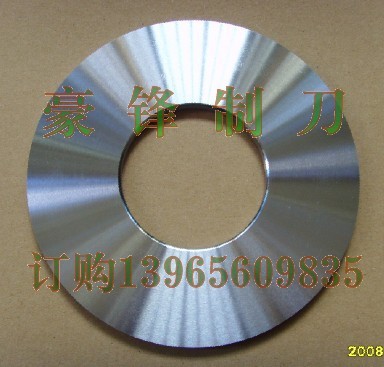
二、上下刀片更换步骤
- 拆卸旧刀片:使用内六角扳手松开固定螺丝,轻敲刀片侧缘使其松动,注意避免损伤模具基体。
- 清洁安装面:用无纺布清理刀槽,去除油污和金属碎屑,确保安装面平整无杂质。
- 安装新刀片:将新刀片准确放入槽位,先用软锤轻敲调整位置,再按对角线顺序紧固螺丝,最后用扭力扳手达到规定扭矩。
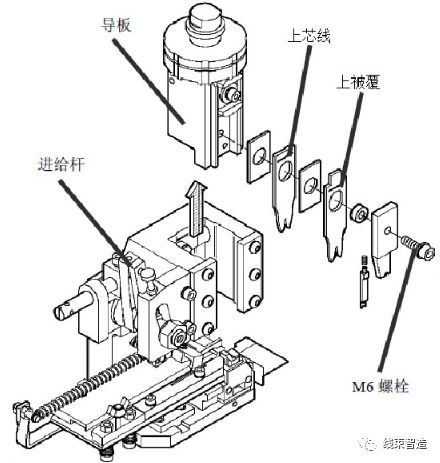
三、切断上刃特殊处理
切断上刃因承受冲击负荷,需重点关注:
- 刃口检查:更换前用放大镜检查新刃口有无崩缺,旧刀片磨损情况需记录备案。
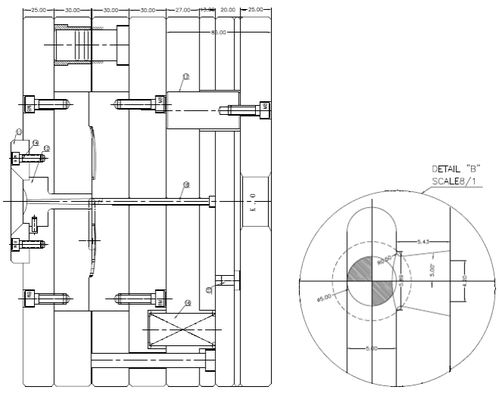
- 间隙调整:安装后通过垫片微调上下刃间隙,通常控制在料厚的5%-8%,并用试切材料验证剪切效果。
- 淬火层保护:避免用硬物直接敲击刃口,防止淬火层碎裂导致早期失效。
四、更换后验证
- 空运行测试:手动盘车检查刀片运动是否顺畅,无异常声响。
- 试生产验证:先用废料进行试切,检查断面质量、毛刺高度是否符合工艺要求。
- 首件检验:正式生产前对首件产品进行全尺寸检测,确认刀片安装精度。
五、维护建议
- 建立更换记录:记录每次更换时间、刀片批次和使用寿命,便于质量追溯。
- 定期保养:每班次对刀片导槽进行润滑,每周检查固定螺丝松动情况。
- 刃磨管理:对可重复修磨的刀片,应及时送修并控制修磨量不超过原尺寸的15%。
规范化的刀片更换操作不仅能延长模具使用寿命,更能有效提升产品合格率。建议结合设备厂家技术手册和实际生产经验,持续优化更换作业标准。